莆田铝压条型号的压制需要通过7000t压力机对所形成的板进行30分钟的加压,并且在23.5MPa的高压下对板进行脱水以提高板的强度和密实性。
莆田铝压条型号的压制需要通过7000t压力机对所形成的板进行30分钟的加压,并且在23.5MPa的高压下对板进行脱水以提高板的强度和密实性。然后会进行预固化和脱模工作,湿板在预固化窑中预固化,并在获得一定强度模。预培养温度为50-70℃,预培养时间为4-5小时。高压釜固化也是要注意的,脱模后,将板坯送入高进行24小时高压釜固化,蒸气压为1.2MPa,温度为190℃。
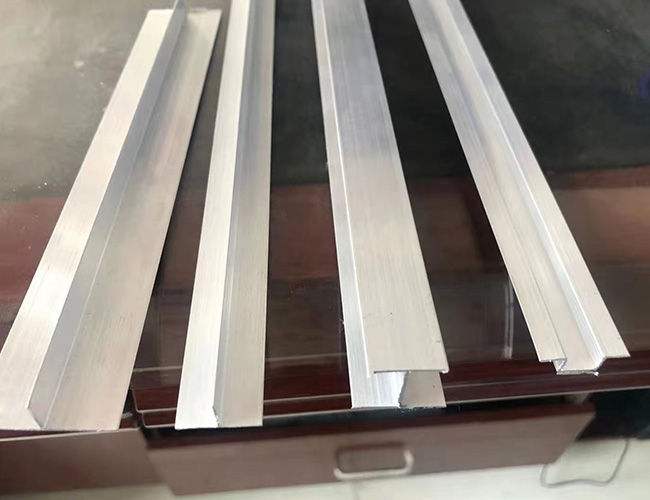
立体凹槽龙骨
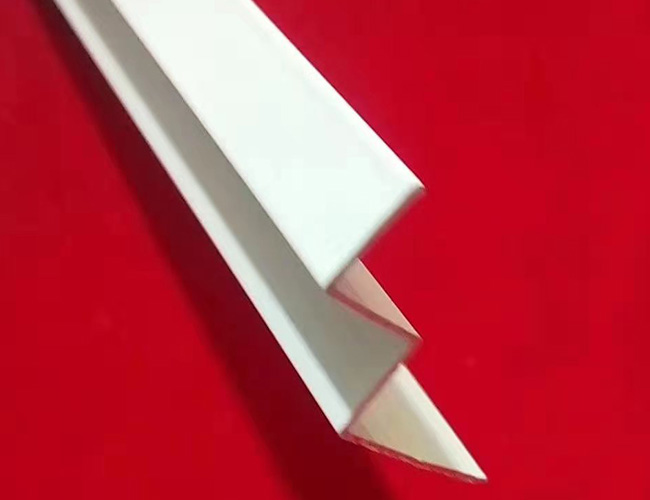
W边角铝龙骨
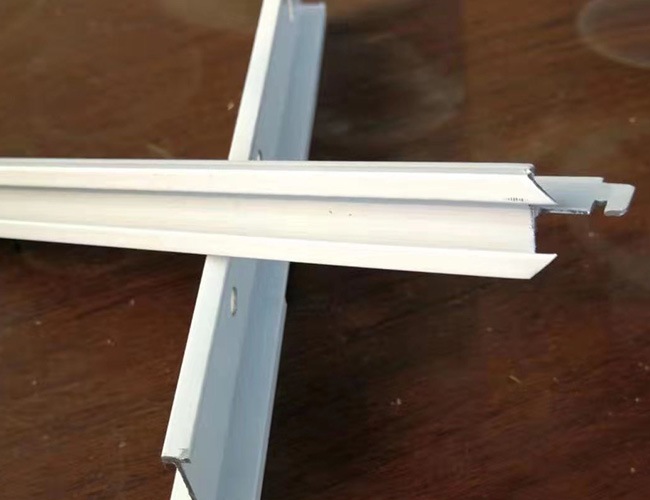
铝扣副龙骨
轻钢吊顶配件
吊顶吊杆配件